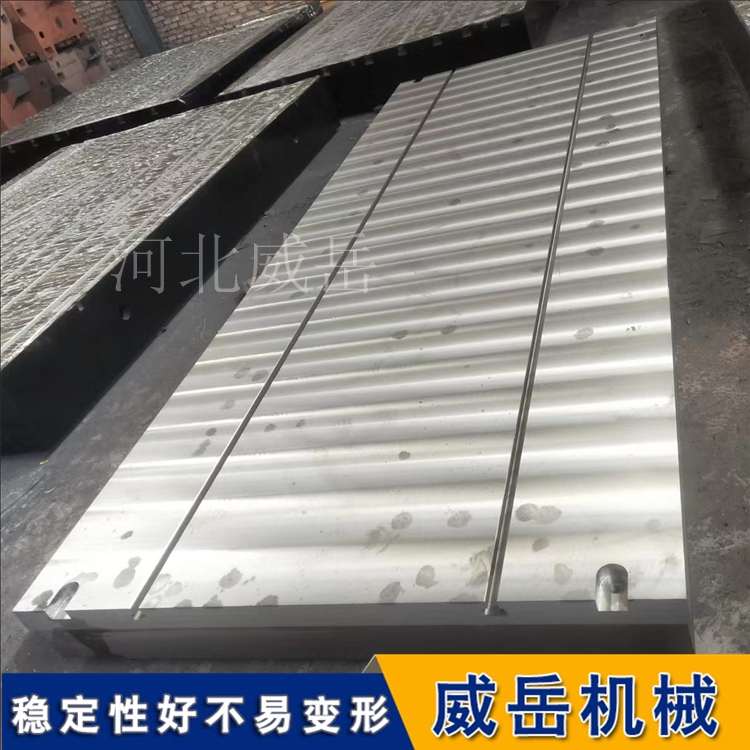
在工业制造的浩瀚星河中,总有一些“沉默的英雄”,它们不张扬、不耀眼,却以致的坚守,支撑着整个行业的精度底线。铸铁测试底座,便是这样一位隐匿于实验室与生产车间的“精度基石”——它以厚重的铸铁为躯,以微米级的平面精度为魂,在无声无息间,承载着重型设备的测试使命,过滤着一切干扰,守护着每一组数据的真实与精,于无声处,绽放出震撼人心的“惊雷之力”。
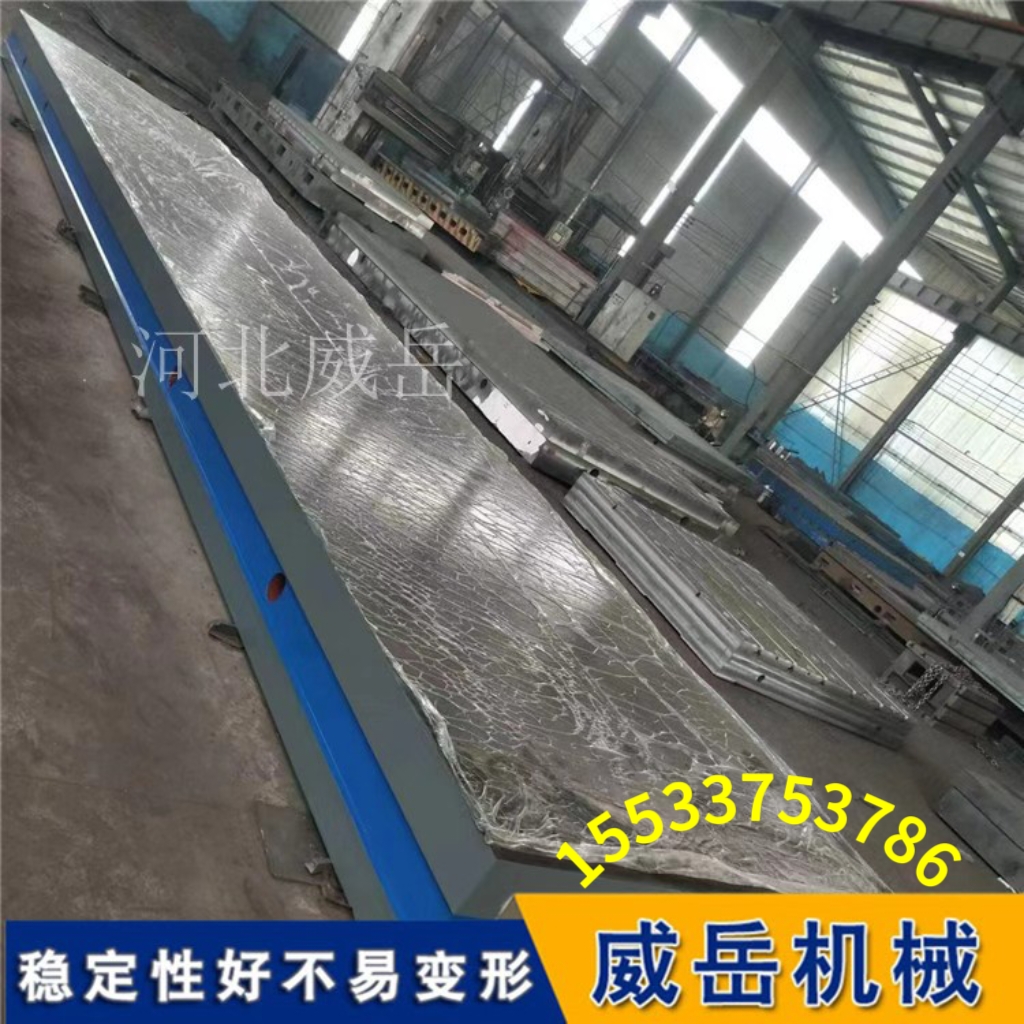
精度,是工业制造的生命线,而铸铁测试底座的精度,更是“生命线中的生命线”。不同于普通机械部件的粗放要求,测试底座的平面精度,需达到常人难以感知的微米级水准——00级底座的平面度误差≤0.01mm/m,0级精度≤0.02mm/m,即便是普通级也需控制在0.05mm/m以内,这个误差甚至小于一根头发丝直径的千分之一。当我们凝视这看似平整无奇的铸铁平面时,看不到丝毫波澜,却不知这“无声”的平整背后,是材质、工艺与匠心的三重淬炼,是无数技术细节的致打磨。
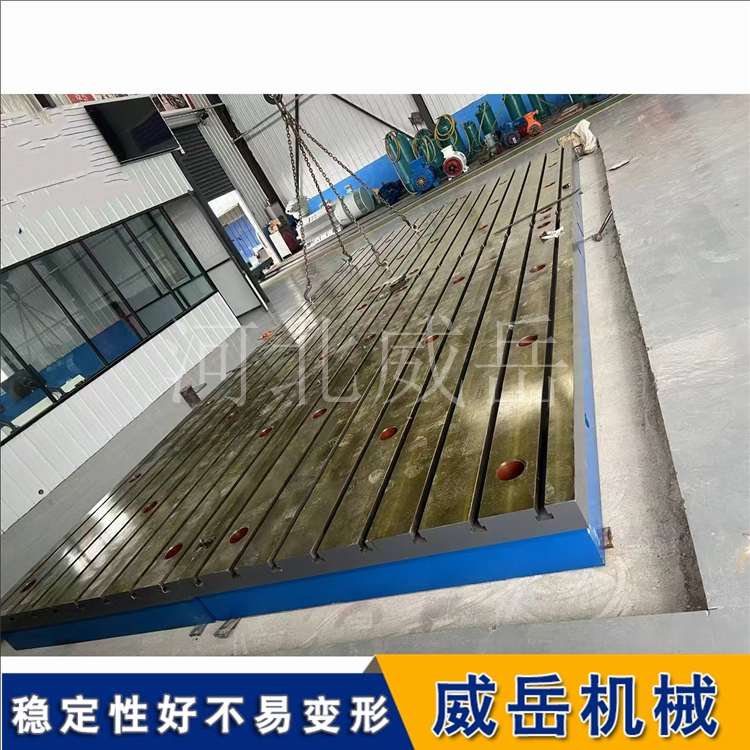
材质的甄选,是精度的先天根基,更是铸铁测试底座“无声坚守”的底气。并非所有铸铁都能承载起测试的使命,行业内普遍选用HT200-300高强度灰铸铁或QT600球墨铸铁作为基材,其中QT600球墨铸铁的抗拉强度可达600MPa以上,屈服强度≥370MPa,远超普通铸铁及部分钢材,从材质根源保证了底座的承载能力与抗变形性能。更关键的是,铸铁内部天然存在的石墨片状(灰铸铁)或球状(球墨铸铁)结构,成为了天然的“内置减振单元”,其阻尼比可达0.03-0.05,是普通钢材的3倍左右,能吸收80%以上的高频振动和60%以上的低频振动,为精度守护筑起道“无声屏障”。这种材质的优势,让底座在承载10-30t的重型被测件时,台面大挠度仍能控制在0.02mm以内,远低于行业标准的0.05mm阈值,杜绝因微小变形导致的测试基准偏移。
工艺的打磨,是精度的后天锤炼,更是铸铁测试底座“惊雷之力”的核心来源。一块铸铁毛坯,要蜕变为测试底座,需历经数十道复杂工序,每一步都容不得丝毫偏差,每一个细节都彰显着工匠精神。其中,应力消除工艺是重中之重——采用“人工退火+自然时效”的双重处理,人工退火需将铸件加热至600-650℃,保温4-6小时后缓慢冷却至室温,可消除铸造过程中产生的80%以上的铸造应力;后续再经过6-12个月的自然时效,进一步释放残余应力,使底座内部组织趋于稳定,从根本上避免因应力释放导致的后期变形。经此处理,底座的年精度衰减量≤0.005mm/m,远低于行业平均水平,在正常使用和维护条件下,使用寿命可达10-15年,期间无需频繁校准,默默坚守精度底线。
1-5-5-3-3-7-5-3-7-8-6






 粤公网安备 44010602004351号
粤公网安备 44010602004351号