在车床上进行零件加工时,由于受机床精度的限制,有些形位公差特别是位置公差很难保证或者根本就无法保证。例如我厂生产的4~5t叉式装卸车泵驱动中的叉架、万向节中连板,如图1所示,是整车的重要零件,却存在加工过程中难以保证对称度的问题。现以叉架为例,谈谈采用误差转移法来解决叉架对称度问题。
叉架加工最初拟定的工艺路线是,划线—车—铣—镗床,然后以内挡尺寸K一端面对刀,移工作台切第一槽,再用定值对刀杆保证尺寸及对称度公差0.04。按照上述工艺方法进行加工,零件要求的对称度公差0.04很难控制,且加工中存在“大马拉小车”的问题。为此,我们设想在普通车床(C620)上,采用“误差转移法”“以粗干精”,解决对称度超差问题,并将零件加工工序由原来的四道缩短为二道工序完成,达到提高产品质量降低零件制造成本的双重目的。
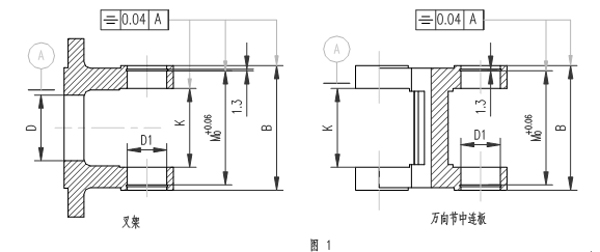
叉架是一个绕D园轴线高速旋转零件,因此尺寸![]() 加工精度以及尺寸
加工精度以及尺寸![]() 、尺寸K、B对基准A的对称度对整机的使用性能至关重要。要在车床上加工该零件,主要解决的问题是尺寸
、尺寸K、B对基准A的对称度对整机的使用性能至关重要。要在车床上加工该零件,主要解决的问题是尺寸![]() 槽、尺寸K、B对基准A的对称度以及槽间距
槽、尺寸K、B对基准A的对称度以及槽间距![]() 的尺寸精度问题。要解决这个问题,一是零件的定位,即尽可能使零件的设计基准与定位基准统一,且能保证定位可靠易于实现。该零件在定位时可保证设计基准与定位基准统一,即直接采用D园定位;二是在车床上要能实现刀架轴向移动精度足以保证待加工零件的尺寸及位置精度。就我厂普通车床而言(如C620),该机床小拖板与大拖板纵向进给精度分别为0.05mm、1mm,显然,采用移动小拖板与大拖板都不足以保证零件要求的位置公差。
的尺寸精度问题。要解决这个问题,一是零件的定位,即尽可能使零件的设计基准与定位基准统一,且能保证定位可靠易于实现。该零件在定位时可保证设计基准与定位基准统一,即直接采用D园定位;二是在车床上要能实现刀架轴向移动精度足以保证待加工零件的尺寸及位置精度。就我厂普通车床而言(如C620),该机床小拖板与大拖板纵向进给精度分别为0.05mm、1mm,显然,采用移动小拖板与大拖板都不足以保证零件要求的位置公差。
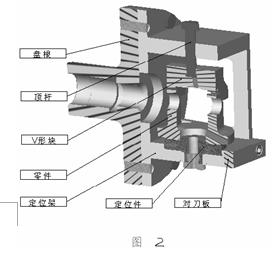
为此,我们设计如图2车床夹具。采用以零件D园定位。在定位方面,首先做到定位基准与设计基准统一。为了保证各尺寸精度,(其实除![]() 槽应有较高的尺寸精度,尺寸K、B都可以按未注尺寸公差控制)使定位基准与对刀板有很高的尺寸精度。即采用在坐标镗床上将定位架加工成后,在平面磨床上配磨对刀板,完全可以很容易的将定位基准与对刀板之间有较高的的尺寸精度。其次,制作定值对刀量规对刀,控制刀架的轴向移动尺寸精度,以控制由于工件在加工完一侧端面并切槽后,旋转180°重复上述工步时。可以看出,尺寸精度完全由对刀精度和定值对刀量规制造精度决定,而对称度仅与零件的定位精度有关。因此,该加工方法定位准确可靠,刀架两次移动又可获得很高的尺寸精度,从而保证了零件的尺寸精度及其位置精度。
槽应有较高的尺寸精度,尺寸K、B都可以按未注尺寸公差控制)使定位基准与对刀板有很高的尺寸精度。即采用在坐标镗床上将定位架加工成后,在平面磨床上配磨对刀板,完全可以很容易的将定位基准与对刀板之间有较高的的尺寸精度。其次,制作定值对刀量规对刀,控制刀架的轴向移动尺寸精度,以控制由于工件在加工完一侧端面并切槽后,旋转180°重复上述工步时。可以看出,尺寸精度完全由对刀精度和定值对刀量规制造精度决定,而对称度仅与零件的定位精度有关。因此,该加工方法定位准确可靠,刀架两次移动又可获得很高的尺寸精度,从而保证了零件的尺寸精度及其位置精度。
夹具、刀具、对刀装置与普通C620车床安装见如图3。
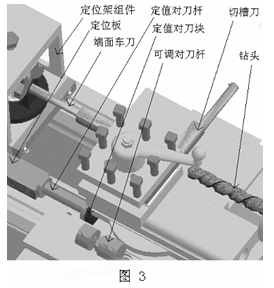
具体操作方法如下,先将各组中定值对刀块与定值对刀杆按图三所示组装,然后移动大拖板,用对刀块与对刀杆组件确定定位板(定位板与车床导轨固定在一起)与大拖板前端面定位螺钉的位置,然后移动小拖板使端面车刀或切槽刀与对刀板对刀,从而保证端面车刀或切槽刀与对刀板,定值对刀块定值对刀杆组件与固定对刀板以及大拖板前端定位螺钉同时定位。然后去掉前述对刀组件中的定值对刀块,(小拖板锁紧不动)移动大拖板,用定值对刀杆与定值对刀块差值26确定切刀切第一个槽,即此时大板移动的尺寸是对刀块的厚度尺寸26,恰好也是切槽刀从对刀板移到第一个槽的位置。同样,采用不同的对刀组件车零件近端内外端面。然后零件旋转180°,并找正,重复上述工步,从而保证零件尺寸![]() ,并保证零件的对称度公差0.04。容易看出,端面车刀、切槽刀沿机床主轴方向移动的尺寸精度,完全由尺寸精度很高的对刀块或对刀杆控制,避免采用机床自身刻度,有效的保证了尺寸
,并保证零件的对称度公差0.04。容易看出,端面车刀、切槽刀沿机床主轴方向移动的尺寸精度,完全由尺寸精度很高的对刀块或对刀杆控制,避免采用机床自身刻度,有效的保证了尺寸![]() 槽、尺寸K、B对基准A的对称度,从而达到了“以粗干精”的目的。
槽、尺寸K、B对基准A的对称度,从而达到了“以粗干精”的目的。
该方法对类似的叉架我们只须更换如图(二)车床夹具中的定位件、对刀块、对刀杆就可方便的完成不同零件的加工,同时也避免了工装的再投入。对于万向节中连板只是定位方式不同,而对刀及加工方法与叉架完全相同。
该方法在普通C620车床上,不仅较容易的保证了零件的尺寸精度也保证了位置公差,保证了零件的加工质量,同时也减少了零件的加工工序,降低了零件的制造成本。











 粤公网安备 44010602004351号
粤公网安备 44010602004351号